檢驗設備
专业验料机
- 母料裁切前,确认材料品质状况 (初步确保材料性质):材料外观、宽度、平整度、弯刀、毛边
宽度、厚度尺寸检验
- 材料分条过刀后取样品进行尺寸确认
- 使用分厘卡确认材料厚度尺寸是否符合客户出货标准
- 使用游标卡尺确认料宽尺寸是否符合客户出货
2.5 D影像测量仪
- 功能:
1. 毛边量测
2. 产品折弯角度(内R)量测→ 判断模具设计是否恰当
3. 尺寸量测
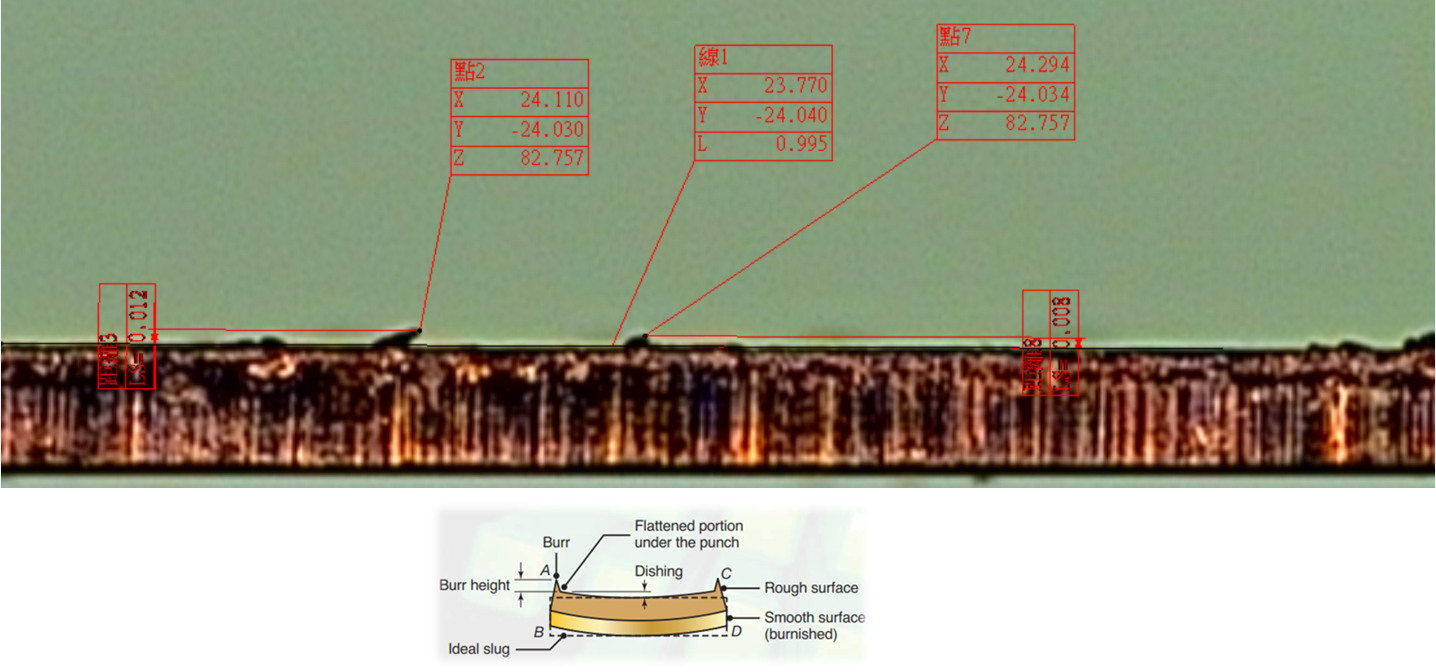
毛边(Burr)检测
- 毛边成因→ 模具间隙控制不良,材料延展性不同,模具锋利性不同
- 毛边量测:使用 2.5D影像量测仪
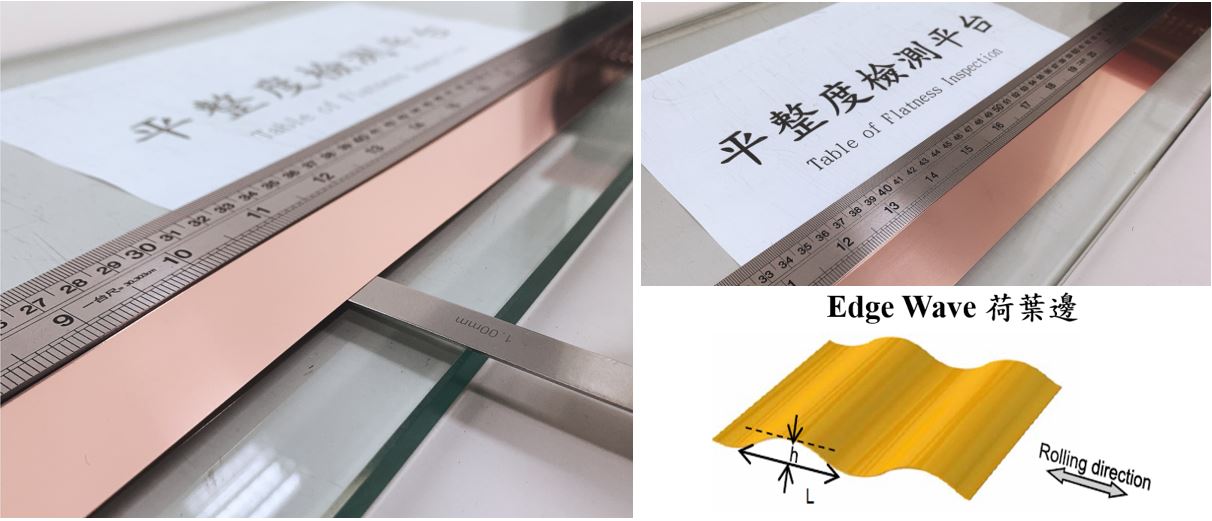
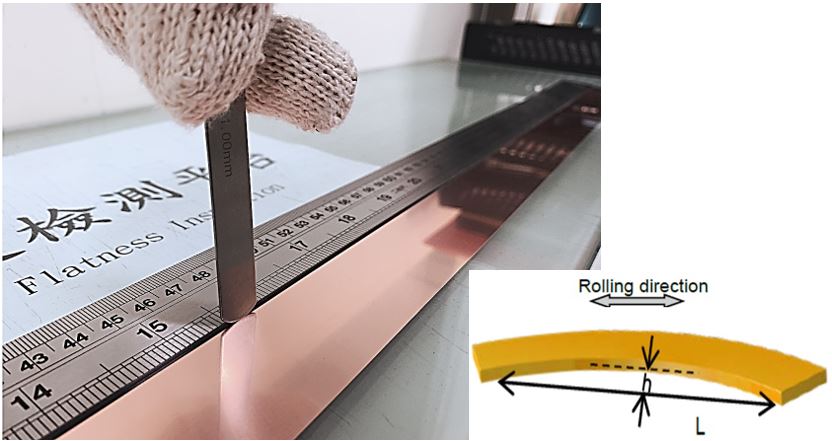
平整度检测
- 平整度(波浪)不良原因→压轧制程控制不当 (造成应力不平均)
- 解决方法:张力消除 或 拉弯矫直
- 裁切后,厚薄规量测平台与材料间距的高度
- 国际规范:2mm/1米 以内 (i.e. 1米长之样品与平台间距 < 2mm)
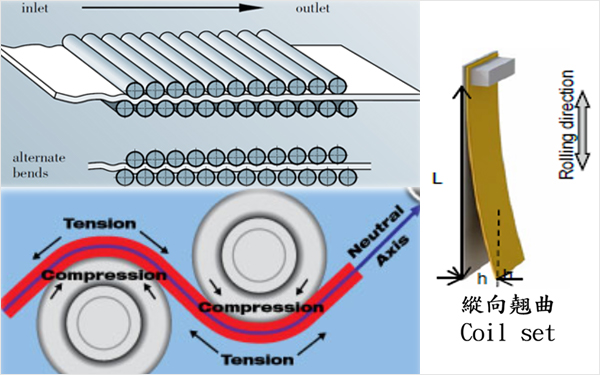
翘曲度检测
- 翘曲度原因→材料压延时,过大残留应力
- 解决方法:低温回火 or 拉弯矫直
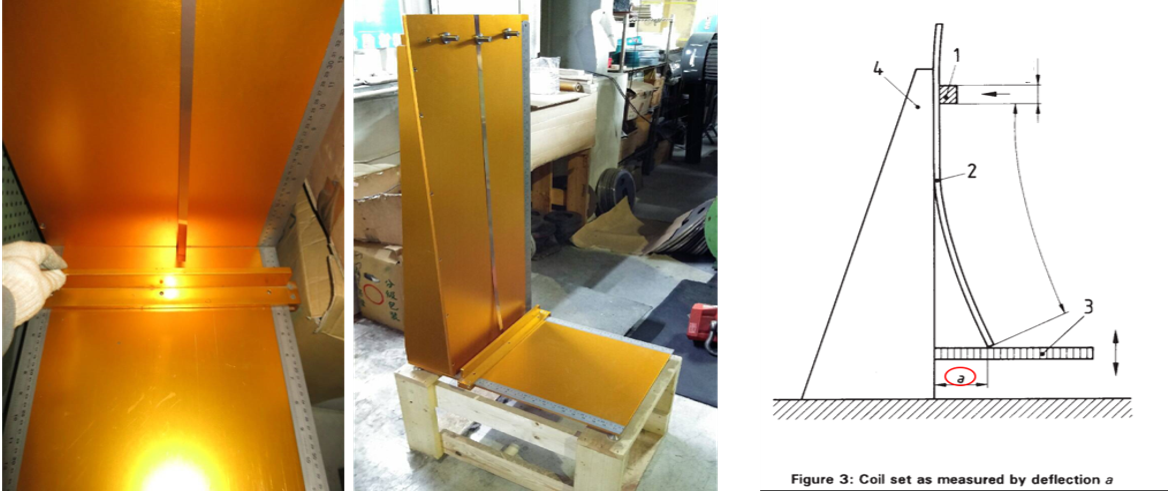
翘曲度检测平台
- 国际规范:80mm/1米 以内 (i.e. 1米长的样品, a < 80mm )
弯曲度检测
- 使用厚薄规量测材料与铁尺间间距
- 弯曲度不良原因→材料有波浪边、材料厚度不平均
- 国际规范: 3mm/1米 以内 (i.e. 1米长的样品,间 隙 h < 3mm)
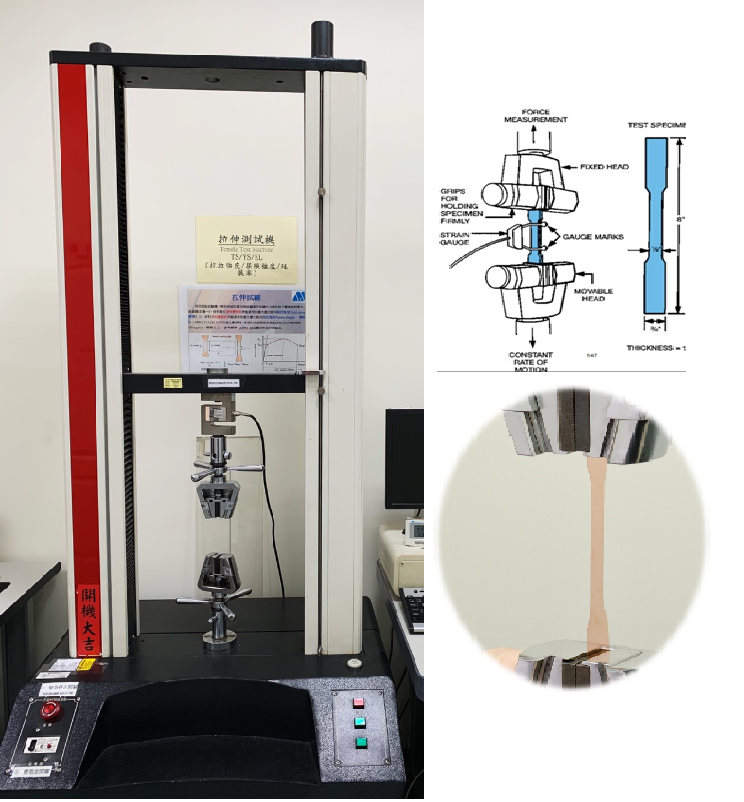
万能拉伸测试机
- 拉伸强度 (TS)越高 → 耐久 (寿命)测试越好。
∵ 疲劳强度与拉伸强度成正比。
- 降伏强度 (YS) 越高 →在弹片下压行程量大,及不产生 降伏的前提下,正向力越大。
- 弹性系数 (E)越高→ 在弹片下压行程量小,及不产生降 伏的前提下,正向力越大。
- 伸长率 (EL%)越高 → 拉伸抽引高度越高。
- 造成拉伸测试差异主因:
A. 材料尺寸是否符合国际规范 B. 试片有毛边 C. 试片是否夹紧 D. 试片断裂位置是否在标距内
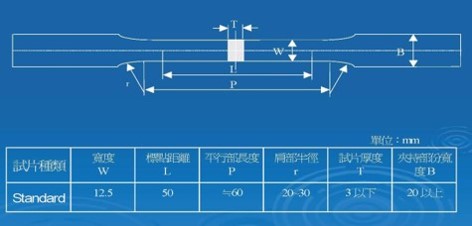
万能拉伸测试机-测试片
- 测试片尺寸如图
- 依据ASTM E8 金属材料拉伸试验法,厚度在 3mm以 下
- 测试4种特性→抗拉强度(TS)、降伏强度(YS)、伸长率 (EL)、弹性系数(E)
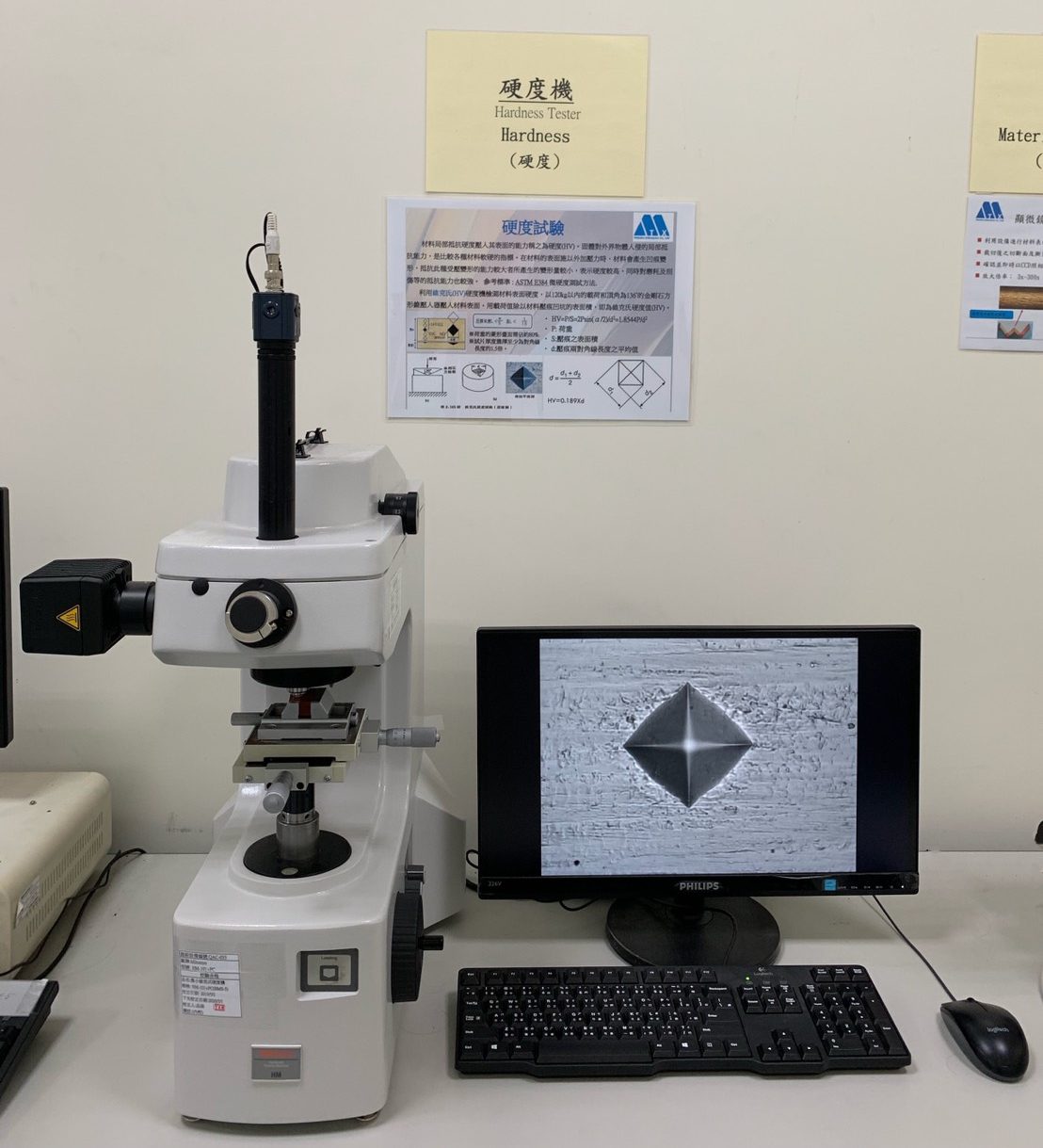
硬度测试机
- 硬度测试差异主因:
A.测试片是否平整
B.下压荷重是否适当
C.十字对称线是否对称
- 依据ASTM E3 微硬度(HV)测试方法,利用 300g~500g之荷重测试,测试时间为10-15秒
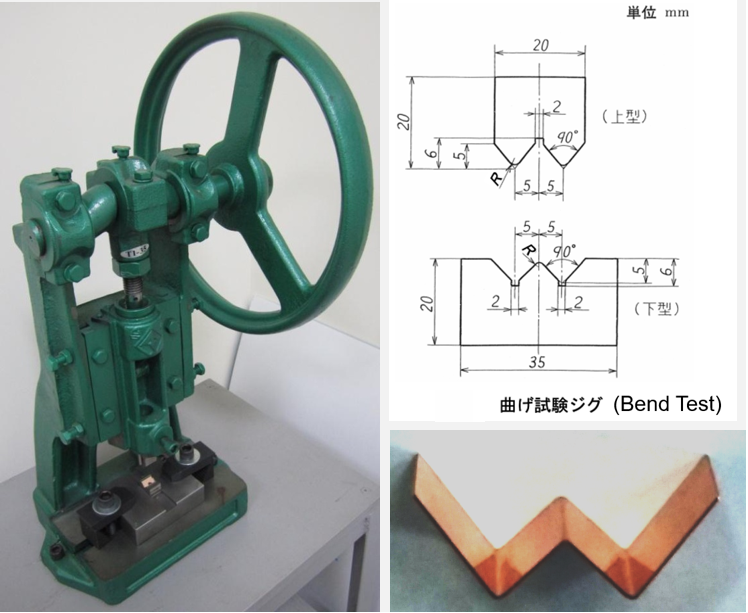
手动冲压机 (90度折弯测试)
- 了解材料成形时的抵抗破坏能力
- 将样品放置在W字形模具做W型(90度) G/W 跟 B/W 折弯测试
- 铠蔚可测试之内侧半径 R之模具:最小 R =0.05mm, 最大 R = 1.5mm
- W型折弯在折弯处向外侧拉伸变形,和V型折弯测试方 式比较,W型折弯较为严苛
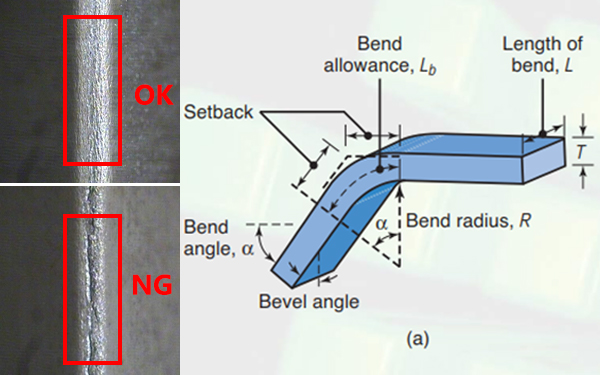
90度折弯测试
- R: 折弯处内侧半径
- t: 材料厚度(mm)
- 利用显微镜查看弯曲处外侧是否有裂纹
- (R/t) 值越小,折弯成型性越好
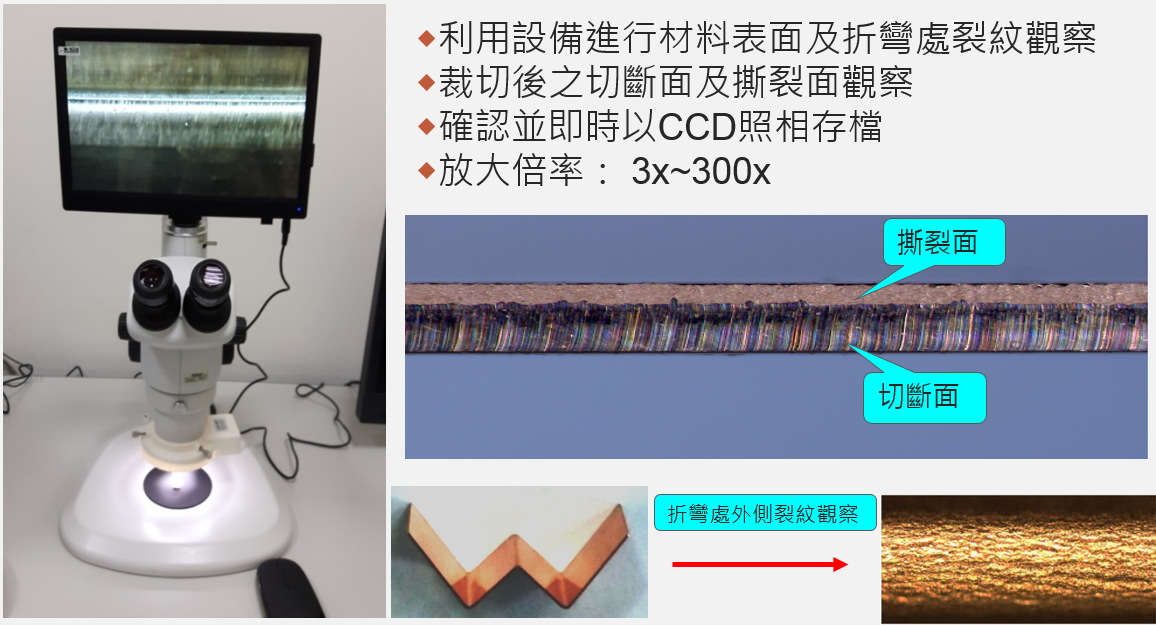
高倍率显微镜
- 利用设备进行材料表面及折弯处裂纹观察
- 裁切后之切断面及撕裂面观察
- 确认并即时以CCD照相存档
- 放大倍率: 3x~300x
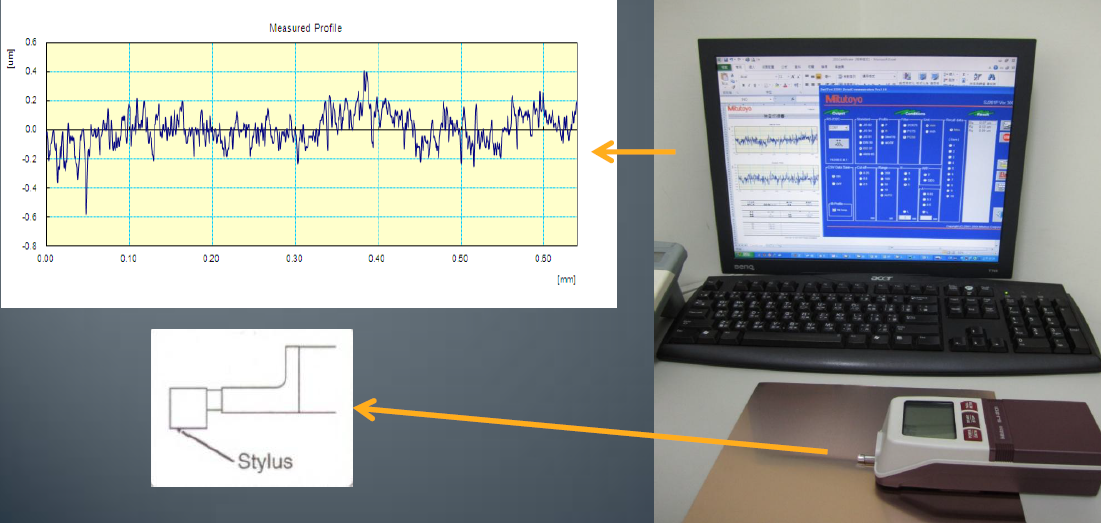
表面粗度仪
- Ra越小 → 模具寿命增加
→ 连接器接触面积增加,而降低温升
- 降低温升方法为提高:导电率,热传导系数,接触面积
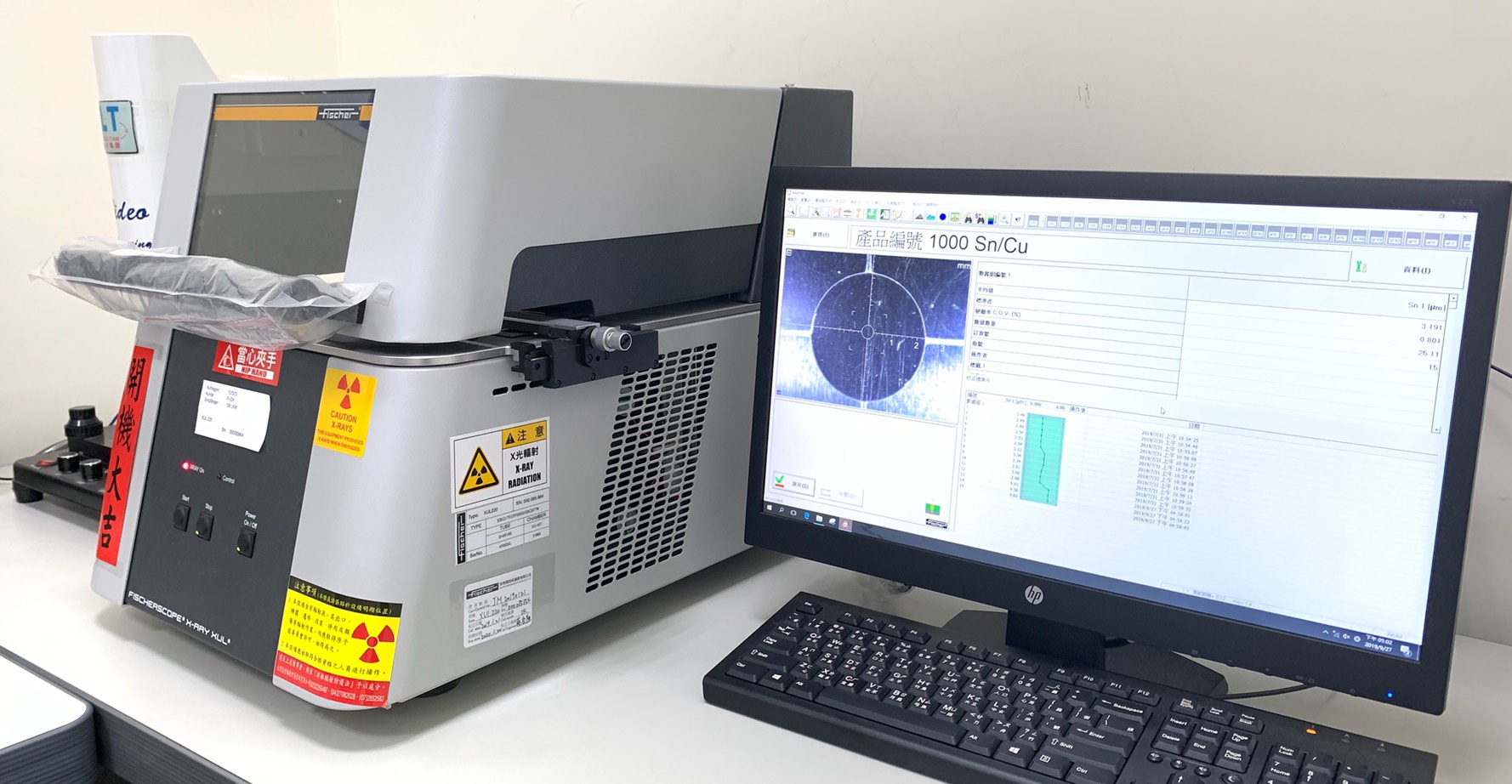
X-RAY电镀膜厚成分分析仪
- X 射线萤光镀层测厚及材料分析仪,用于非破坏性 测量镀层厚度及分析材料成分。
- 最多可同时测定从氯(17)到铀(92)中的24种元素。
- 允许公差范围 :膜厚检测±5%、成分检测±5%
导电率检测仪
- 应用涡流检测原理,测出金属导电率。导电率测试单位 统一为%IACS。
- 高导电率可降低:温升及接触阻抗
传真:
(02)2999-9687
统编:
27832528