檢驗設備
專業驗料機
- 母料裁切前,確認材料品質狀況 (初步確保材料性質):材料外觀、寬度、平整度、彎刀、毛邊
寬度、厚度尺寸檢驗
- 材料分條過刀後取樣品進行尺寸確認
- 使用分厘卡確認材料厚度尺寸是否符合客戶出貨標準
- 使用游標卡尺確認料寬尺寸是否符合客戶出貨
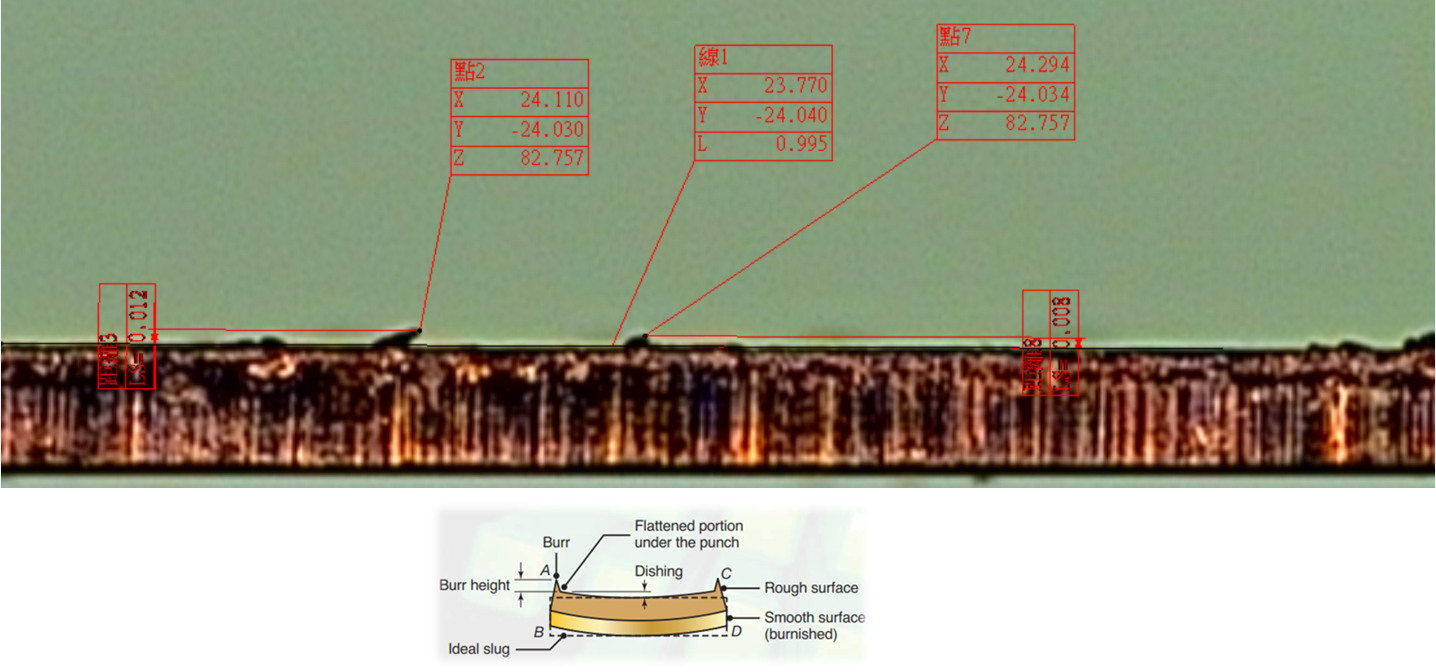
2.5 D影像測量儀
- 功能:
1. 毛邊量測
2. 產品折彎角度(內R)量測→ 判斷模具設計是否恰當
3. 尺寸量測
毛邊(Burr)檢測
- 毛邊成因→ 模具間隙控制不良,材料延展性不同,模具鋒利性不同
- 毛邊量測:使用 2.5D影像量測儀
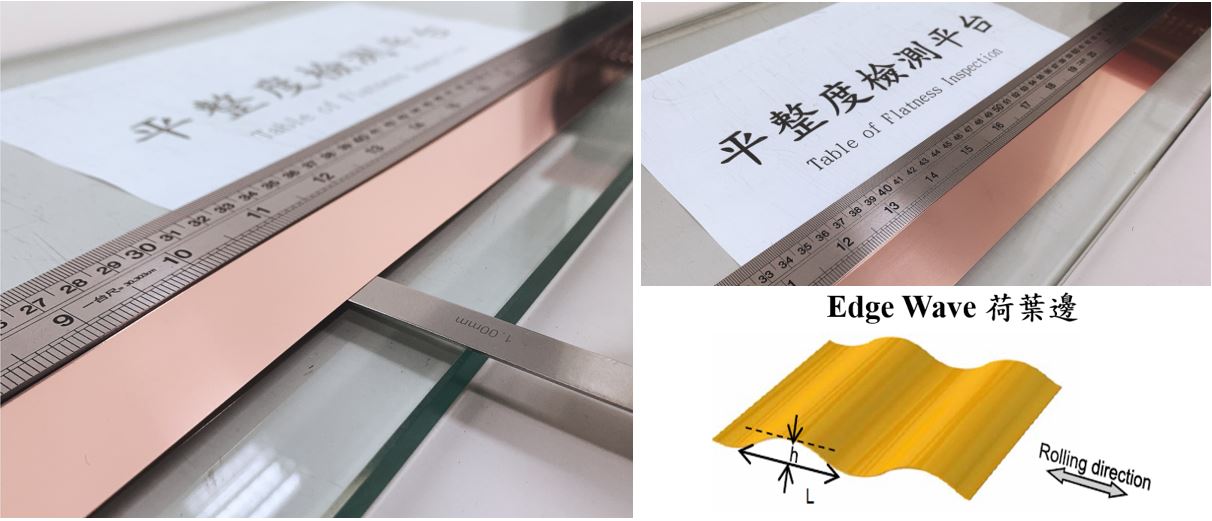
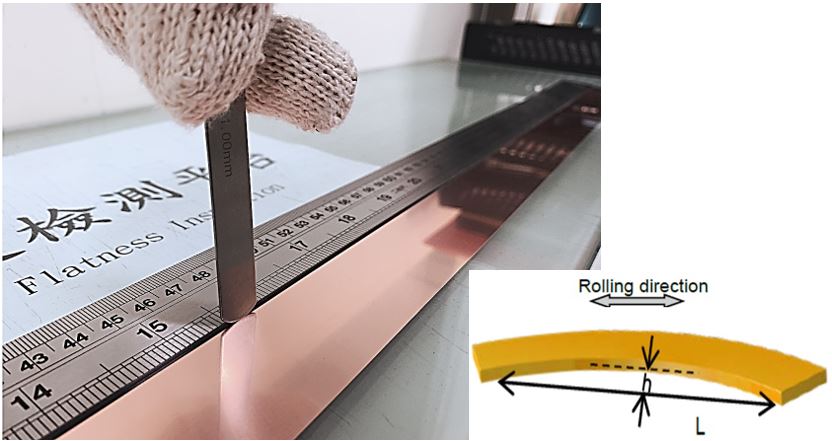
平整度檢測
- 平整度(波浪)不良原因→壓軋製程控制不當 (造成應力不平均)
- 解決方法:張力消除 或 拉彎矯直
- 裁切後,厚薄規量測平台與材料間距的高度
- 國際規範:2mm/1米 以內 (i.e. 1米長之樣品與平台間距 < 2mm)
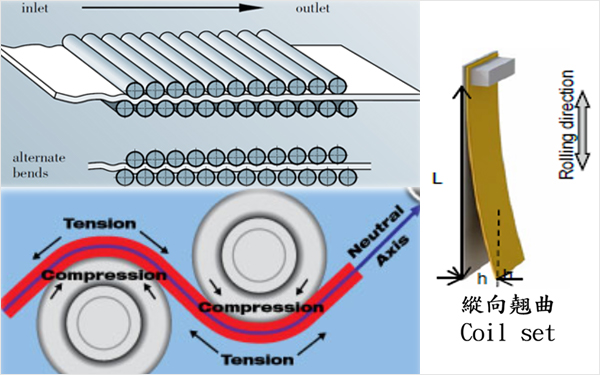
翹曲度檢測
- 翹曲度原因→材料壓延時,過大殘留應力
- 解決方法:低溫回火 or 拉彎矯直
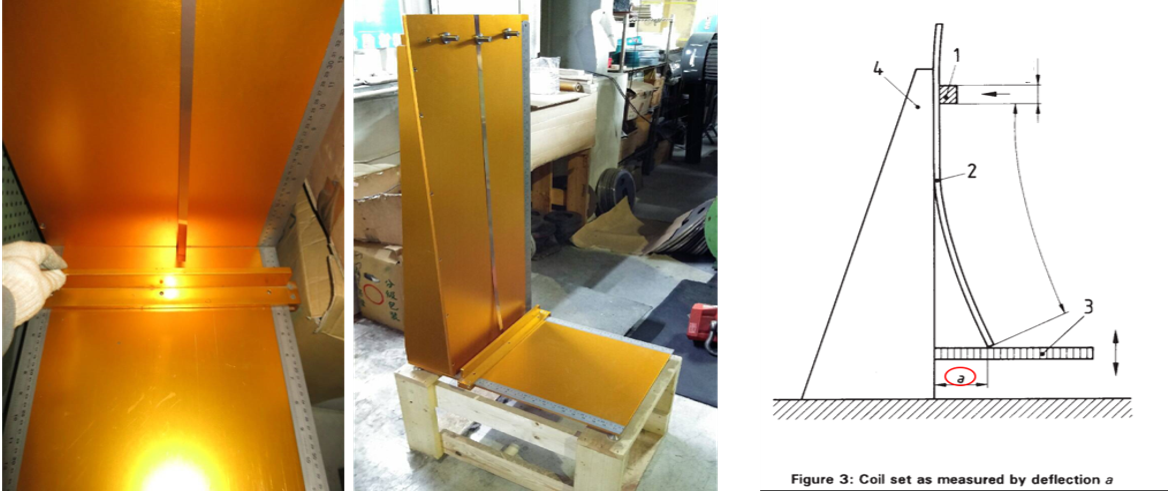
翹曲度檢測平台
- 國際規範:80mm/1米 以內 (i.e. 1米長的樣品, a < 80mm )
彎曲度檢測
- 使用厚薄規量測材料與鐵尺間間距
- 彎曲度不良原因→材料有波浪邊、材料厚度不平均
- 國際規範: 3mm/1米 以內 (i.e. 1米長的樣品,間 隙 h < 3mm)
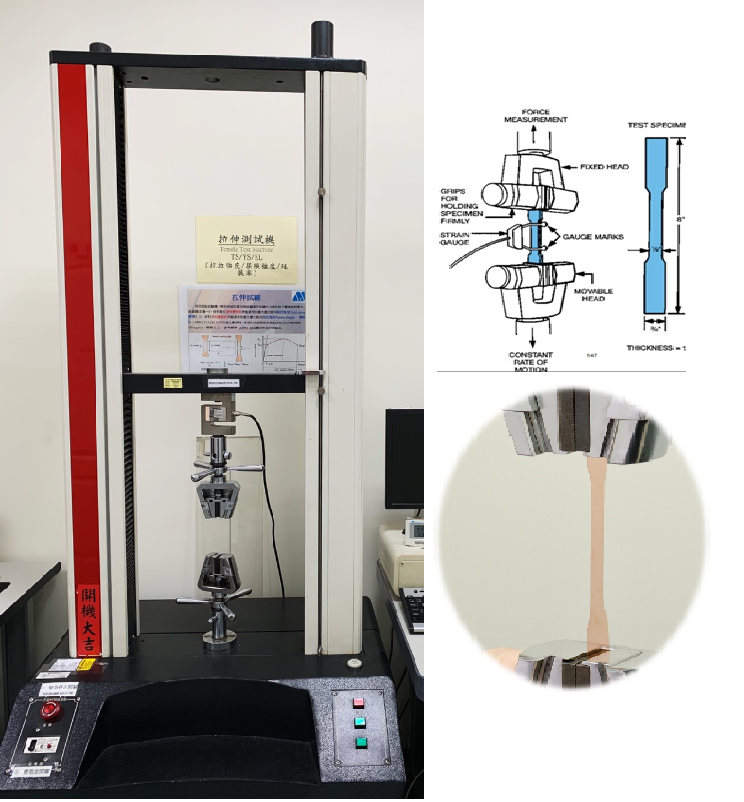
萬能拉伸測試機
- 拉伸強度 (TS)越高 → 耐久 (壽命)測試越好。
∵ 疲勞強度與拉伸強度成正比。
- 降伏強度 (YS) 越高 →在彈片下壓行程量大,及不產生 降伏的前提下,正向力越大。
- 彈性係數 (E)越高→ 在彈片下壓行程量小,及不產生降 伏的前提下,正向力越大。
- 伸長率 (EL%)越高 → 拉伸抽引高度越高。
- 造成拉伸測試差異主因:
A. 材料尺寸是否符合國際規範 B. 試片有毛邊 C. 試片是否夾緊 D. 試片斷裂位置是否在標距內
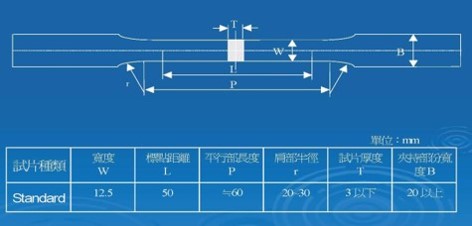
萬能拉伸測試機-測試片
- 測試片尺寸如圖
- 依據ASTM E8 金屬材料拉伸試驗法,厚度在 3mm以 下
- 測試4種特性→抗拉強度(TS)、降伏強度(YS)、伸長率 (EL)、彈性係數(E)
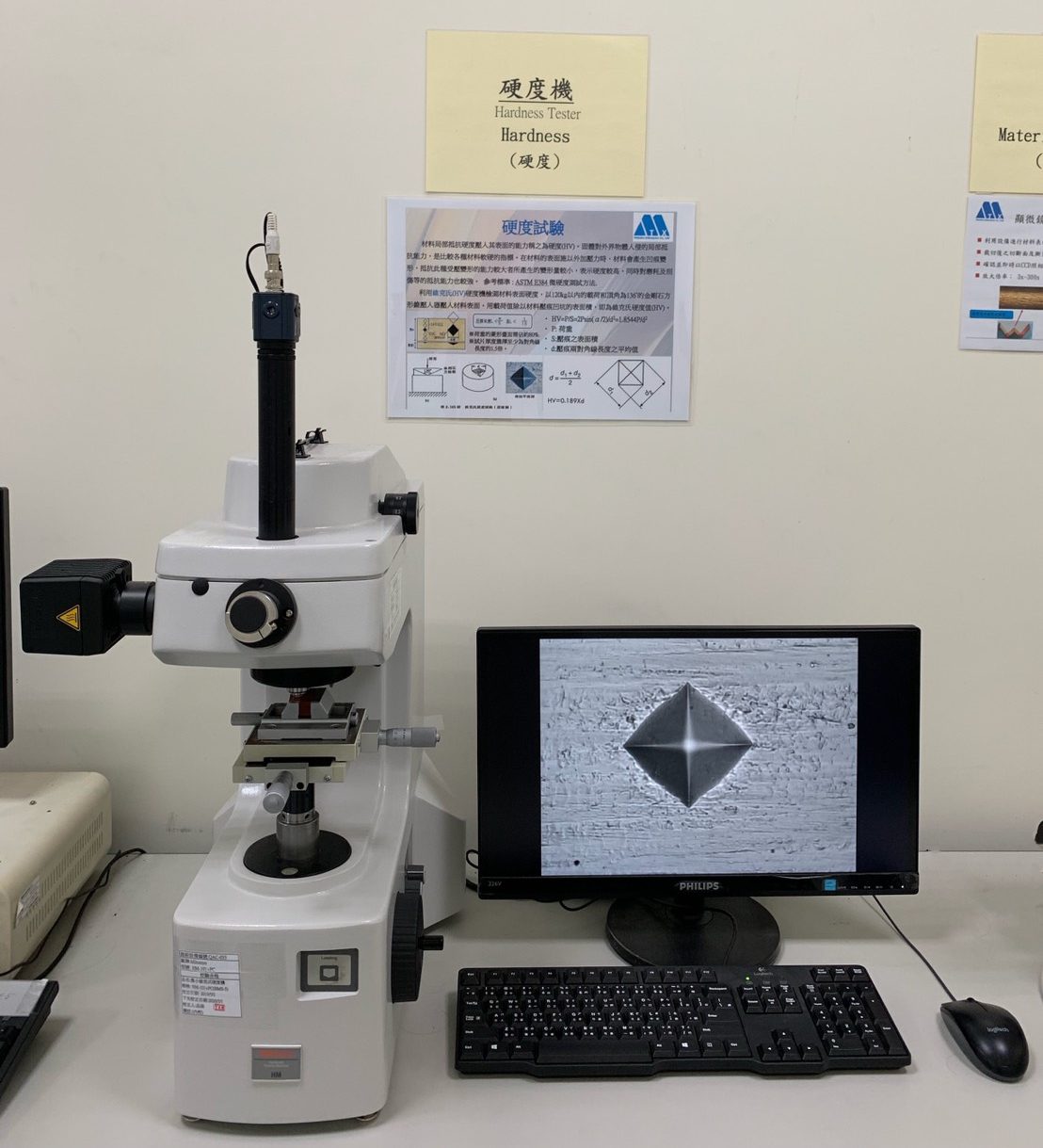
硬度測試機
- 硬度測試差異主因:
A.測試片是否平整
B.下壓荷重是否適當
C.十字對稱線是否對稱
- 依據ASTM E3 微硬度(HV)測試方法,利用 300g~500g之荷重測試,測試時間為10-15秒
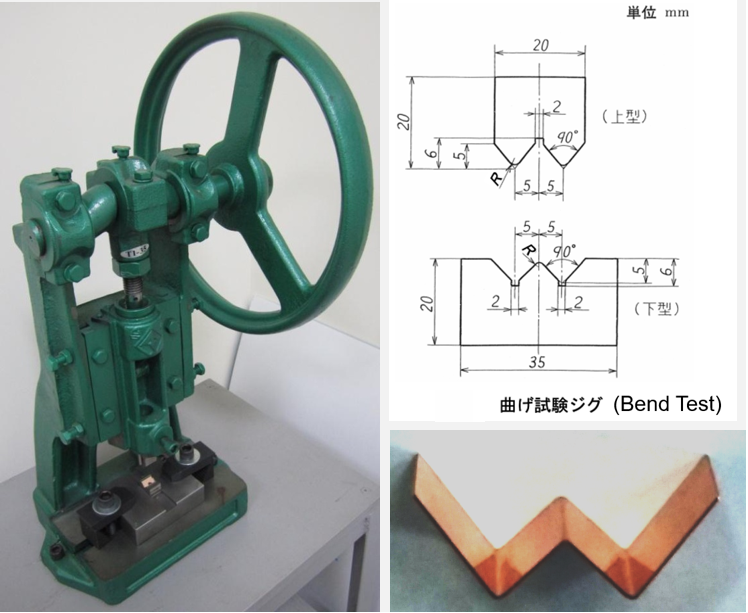
手動沖壓機 (90度折彎測試)
- 了解材料成形時的抵抗破壞能力
- 將樣品放置在W字形模具做W型(90度) G/W 跟 B/W 折彎測試
- 鎧蔚可測試之內側半徑 R之模具:最小 R =0.05mm, 最大 R = 1.5mm
- W型折彎在折彎處向外側拉伸變形,和V型折彎測試方 式比較,W型折彎較為嚴苛
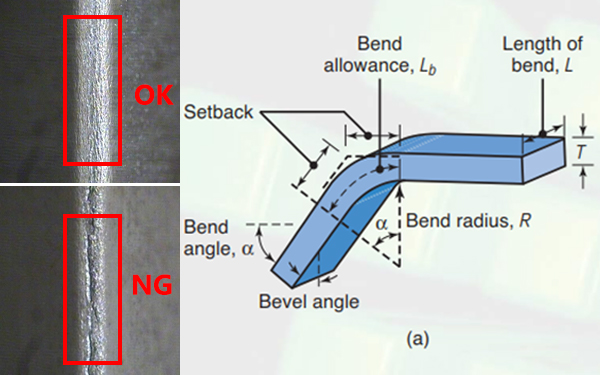
90度折彎測試
- R: 折彎處內側半徑
- t: 材料厚度(mm)
- 利用顯微鏡查看彎曲處外側是否有裂紋
- (R/t) 值越小,折彎成型性越好
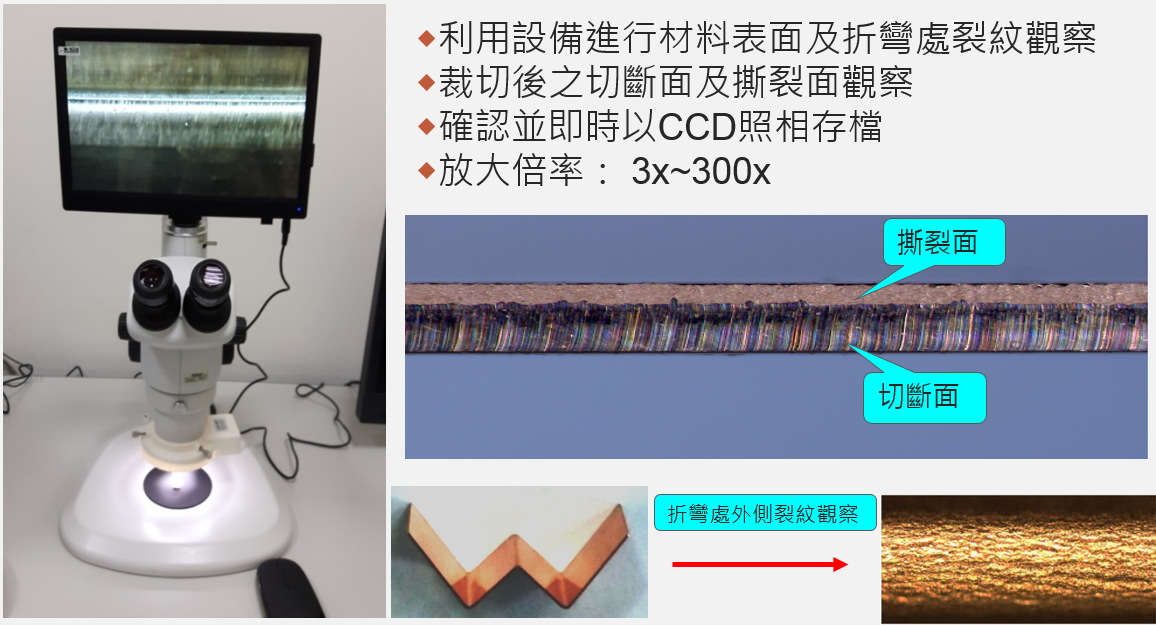
高倍率顯微鏡
- 利用設備進行材料表面及折彎處裂紋觀察
- 裁切後之切斷面及撕裂面觀察
- 確認並即時以CCD照相存檔
- 放大倍率: 3x~300x
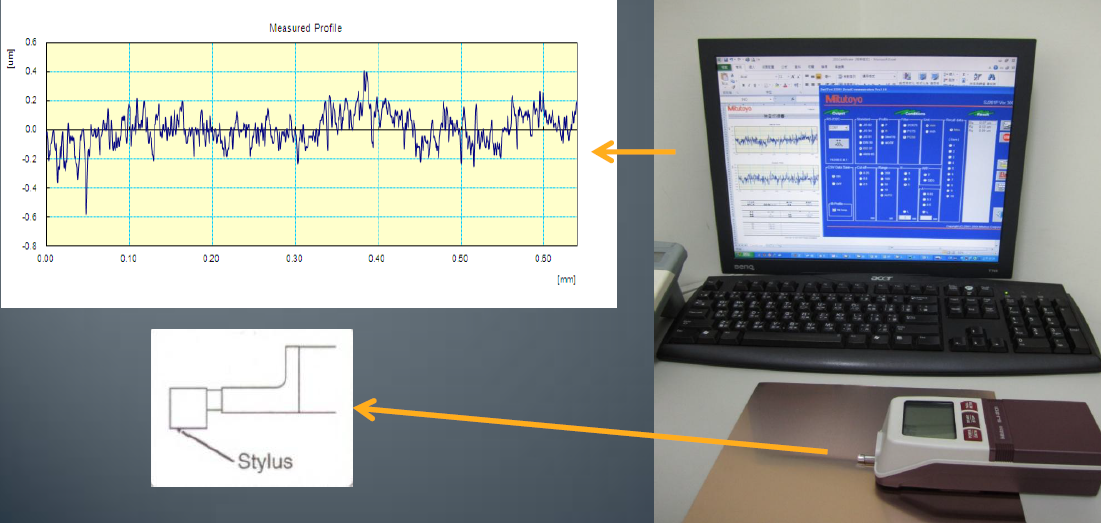
表面粗度儀
- Ra越小 → 模具壽命增加
→ 連接器接觸面積增加,而降低溫升
- 降低溫升方法為提高:導電率,熱傳導係數,接觸面積
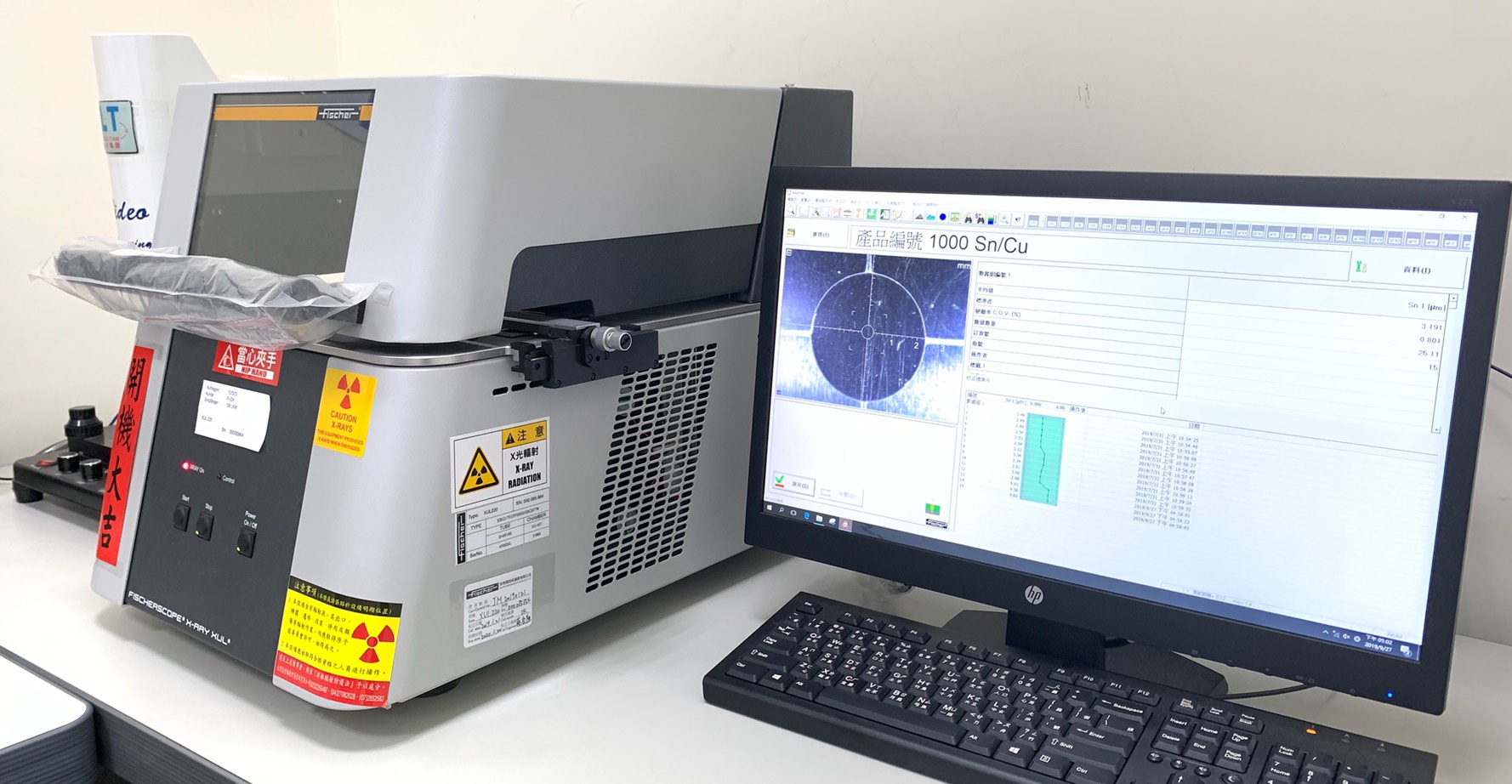
X-RAY電鍍膜厚成分分析儀
- X 射線螢光鍍層測厚及材料分析儀,用於非破壞性 測量鍍層厚度及分析材料成分。
- 最多可同時測定從氯(17)到鈾(92)中的24種元素。
- 允許公差範圍 :膜厚檢測±5%、成分檢測±5%
導電率檢測儀
- 應用渦流檢測原理,測出金屬導電率。導電率測試單位 統一為%IACS。
- 高導電率可降低:溫升及接觸阻抗
傳真:
(02)2999-9687
統編:
27832528